Hvordan man arbejder håndmølle
Frazer er et unikt værktøj med stor funktionalitet, hvilket er et uundværligt værktøj i tømrervirksomheden. En håndmølle kan skabe forskellige former for sammenhæng mellem trædele, gøre figuren bearbejdning af kanter, kanter og lag af emner, brug den til at vælge riller og udsparinger samt til udskæring af træ og metalgravering.
Indholdet
Generelle arbejdsregler
Trods den nemme håndtering er router et traumatisk værktøj, hvis du bruger det uden at følge enkle regler. Så de grundlæggende regler for at arbejde med denne enhed er som følger.
- Ermer af tøj bør passe tæt på deres hænder. Hvis du har langt hår, skal du samle dem op for at forhindre dem i at falde på kutteren og den efterfølgende vikling.
- Før du begynder, skal du sørge for tjek netværkskablet for skade på isoleringen. Skader på ledningen sker i det øjeblik, hvor kablet uheld rammer fabrikken, der endnu ikke er stoppet. Isolerede slibemidler skal isoleres.
- Forbered arbejdspladsen, så den ikke indeholder fremmedlegemer (skruenøgler, skruetrækkere, skruer osv.), Der kan falde under værktøjet og beskadige det.
- Anvend kun godt skærpet værktøj (Milling). Du kan kontrollere skarpheden af bladet med din finger: for dette skal du holde dem på bladet i en vinkel på 90 grader. Hvis kanten er skarp, vil du føle et let hold på huden ved de skarpe kanter. Ellers vil fingeren glide let af bladet.
- Før du bruger kutteren med et stødlager, skal du sørge for at smøre den med en dråbe olie. Lageret skal rotere let og uden forsinkelser.
- Når du monterer værktøjet i hylsteret, skal du sørge for, at skærekassen kommer ind i det ikke mindre end 20 mm.
- Hver gang, når du installerer cutteren, fjerner du kulstofaflejringer og trærester fra bladene ved hjælp af en blød metalplade.
- brug særlige sikkerhedsbriller. Nå, hvis de er støvtætte.
- Sørg for at beskytte dit åndedrætssystem mod det fine støv, der dannes i overflod under fræsning, især hvis delene er lavet af lamineret spånplader og MDF. Som forsvar kan du bruge en respirator eller en regelmæssig medicinsk maske købt på apotek.
- Fastgør altid emnet til bordet med klemmer. Hold emnet med en hånd under behandlingen er forbudt.
- Ret valg rotationshastighed spindelenhed, afhængigt af det installerede udstyrs diameter. Du skal også være opmærksom på hårdhed af træ. Jo højere materialets hårdhed, jo langsommere rotationshastigheden skal indstilles.
- Klipperen i et pas skal nedsænkes i emnet til en dybde på højst 3 mm.
- Før du starter behandlingen af emnet, skal du tænde routeren og vente på det øjeblik, hvor møllen samler den nødvendige momentum, og derefter fortsætte med indførelsen af møllen i træet. Hvis du begynder at fræsning ved lave omdrejninger eller ved værktøjets indledende omdrejninger, vil værktøjets skærende del ramme emnet og danne chips på den. Ud over at beskadige delene, kan routeren springe til side og skade operatøren.
- Opbevar maskinen på en sådan måde, at du kan se det roterende værktøj og styre dets nedsænkning i materialet.
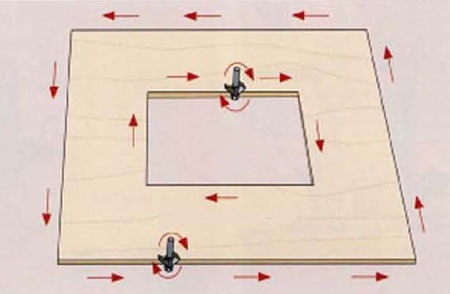
- Da møllen roterer i timerpilen, routerens bevægelse skal styres på en sådan måde, at værktøjsklingerne bevæger sig mod materialetsom vist på billedet nedenfor.
- Fræsekutteren skal holdes fast i hænderne, men uden unødigt pres på emnet. Tryk det jævnt og kør enheden jævnt uden jerks i hele bevægelsesruten.
- Hvis arbejdet udføres ved lave omdrejninger, og selv i lang tid, har han brug for det cool af og til. Enheden skal startes ved maksimal hastighed (tomgang) i 20-30 sekunder, så motoren er godt ventileret af luftstrømmen skabt af pumpehjulet monteret på akslen.
- For at stoppe fræsning, f.eks. Kanterne af emnet, skal du først fjerne møllen fra træ og derefter slukke for enheden. Men ved fræsning af en dyb rille skal du først stoppe værktøjsmaterialet, slukke det, vente på, at værktøjet stopper helt, og kun derefter fjerne kutteren fra recessen.
Forberedelse af værktøjet til arbejde
Det vigtigste ved at starte fræsning er at indstille enheden til en bestemt type arbejde, idet der tages hensyn til egenskaberne af det materiale, der skal behandles, og typen af værktøj.
Hastighedsvalg
Fræsekutter er en enhed, der er i stand til at udvikle meget høje spindelomdrejninger fra 8000 til 24000 omdr./min. Og mere. Jo højere rotationshastigheden af værktøjet, renere overfladen, der skal behandles. Men du bør være opmærksom på, at overskridelse af den tilladte hastighed for visse fræsere kan forårsage brænding af emnet på bearbejdningsstederne. Derfor er det i tillæg til rotationshastigheden af værktøjsskinnen nødvendigt at tage højde for blad lineær hastighed. Som regel jo større værktøjets diameter er, desto hurtigere roterer værktøjets skærekant. Hvis du har til hensigt at bruge en snap-in med stor diameter, skal spindelhastigheden være lidt reduceret.
Nedenfor er en tabel, hvor du kan vælge den optimale rotationshastighed af værktøjet afhængigt af diameteren.
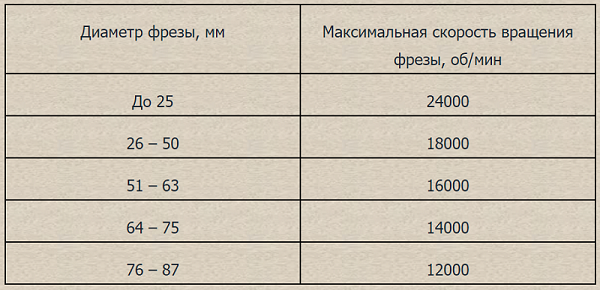
Desuden skal der tages højde for hårdheden af det materiale, der behandles, når man vælger værktøjets rotationshastighed. Fræsning af hårdt træ kræves ved lavere hastighed end anbefalet til en bestemt værktøjsdiameter.
Du bør også reducere værktøjets hastighed, hvis du skal klippe PVC, bearbejdning af plexiglas og plast. Ved høje hastigheder begynder plasten at smelte og holde sig til værktøjets kanter. I hvert tilfælde vælges rotationshastigheden eksperimentelt.
Installationsskærere
Før udskiftning er værktøjet nødvendigt Afbryd routeren fra lysnettet. Slukning af startknappen er ikke nok. Det er meget vigtigt at tage stikket ud for at forhindre utilsigtet motorstart.
Riggingen ændres som følger.
- Læg maskinen på siden, så knappen holder spindlen på toppen.
- Tryk på knappen og drej spindlen, indtil den går i indgreb med holderen. Derefter skal du sætte nøglen på hylstermøtrikken og skrue den af. På nogle modeller af fræsere kan denne knap ikke være. I dette tilfælde har du brug for 2 skruenøgler. Den første nøgle sættes på møtrikken placeret på spindlen og fungerer som en holder (hvis du hviler den mod styrestangen), og den anden nøgle bruges til at løsne krakelmøtrikken.

- Efter løsnelse af spændeklemmen skal du fjerne bitskinnen fra den.
- Dernæst indsæt en ny snap-in, og skubbe dens skaft ind i kraven til en dybde på mindst 20 mm, dvs. indtil den stopper.
- Stram krakelemøtrikken. Stram værktøjet med tilstrækkelig kraft, men ikke nok til at forstyrre tråden.
- Lås spindlen op.
Det skal huskes: Klemklemmemøtrikken kan ikke strammes, hvis der ikke er nogen værktøj i den. Dette vil bryde det.
Indstilling af dybden af behandling
Næsten alle enheder til fræsning installeret dybdejusteringer. Indstilling af dybden af nedsænkningsværktøjet er som følger:
- Placer enheden på en flad overflade, f.eks. På et bord.
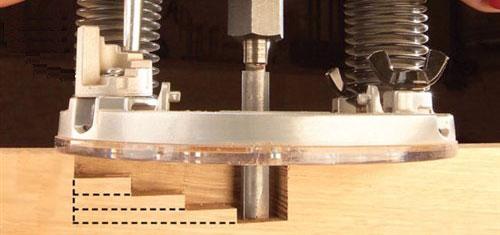
- Anbring trinets tårnstop (1), som har den mindste højde, under nedsænkningsbegrænseren (2).


- Fjern låsen fra dybdestoppet ved at skrue skruen (3) lidt af, så stopet (2) kan bevæge sig frit.
- Lås maskinens nedsænkningsmekanisme op. I nogle modeller af fræsere er motoren fastgjort på lodrette stænger ved hjælp af et roterende håndtag. Der er også et stort antal modeller af disse enheder, hvor drevet er låst med en speciel drejearm.
- Sænk motoren ned, indtil fræseren rører ved emnet. Dette skal gøres langsomt for at undgå, at knivene rammer delen.
- Derefter skal du igen sætte motoren på skinnerne.
- Sænk dybdestopet (2) på det nederste trin på tårnstoppet (1).
- Indstil skyderen (4) på "0" skalaen (6).
- Løft begrænseren (2) i en sådan højde, at den foran dybden (4) på skalaen (6) er den dykkeværdi, du vil udføre. Ved grov indstilling hæves eller begrænses begrænseren (2) med hånden. En mere præcis indstilling af dybden af nedsænkning af værktøjet laves ved brug af finjusteringsmekanismen (5).
- Stoppet (2) skal låses med låseskruen (3). Nu kan du låse opdæmningsmekanismen op og løfte riggen med motoren opad.
Som følge heraf, hvis du sænker drevet, indtil stop (2) rører det nederste trin på tårnstoppet, får du maksimal forlængelse af skæreren i forhold til enhedens bund. Denne mængde af nedsænkningsmiddel i emnet vil være endelig, det vil sige at have den nødvendige dybde.
Hvis du ønsker at lave en dyb rille, der ikke kan vælges i et enkelt pass, kan du bruge en tårnstøtte til gradvist at dyppe værktøjet ind i emnet.. For at gøre dette skal du flytte tårnets højeste trin (1) under dybbegrænseren (2) og udføre fræsningen. Dernæst erstattes det næste stop, det nederste stop, og igen lav et pasværktøj. Når stopet når det laveste stop, opnås den ønskede sporet dybde. Den følgende figur viser, hvordan værktøjet gradvist fordybes i emnet, hvis du bruger et stop af revolver-typen.
Kantbehandling
Til behandling af kanterne og enderne af emnet ved hjælp af special kantmøller. De kan være både lige og krøllede. Lige kuttere bruges til trimning (udjævning) af kanterne af dele på et mønster (buet) eller på en linjal. For eksempel, hvis du skærer spånpladen med et elektrisk stiksav, så kan du ikke undvære en router i dette tilfælde. Kant efter passering gennem neglefilen viser sig ujævnt og med små chips. For at give hendes perfekte geometri skal du gøre følgende.
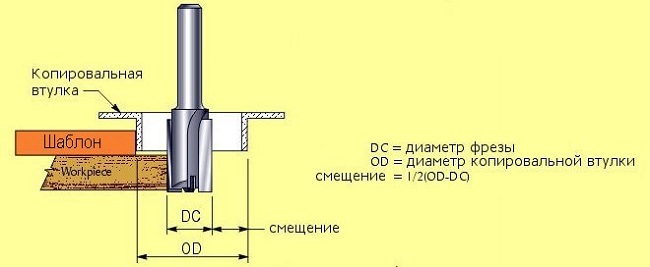
- Fastgør en lige kant fræser i routerbiten. Denne mølle kan have bære på bunden eller i dens øverste del (nær skaftet).


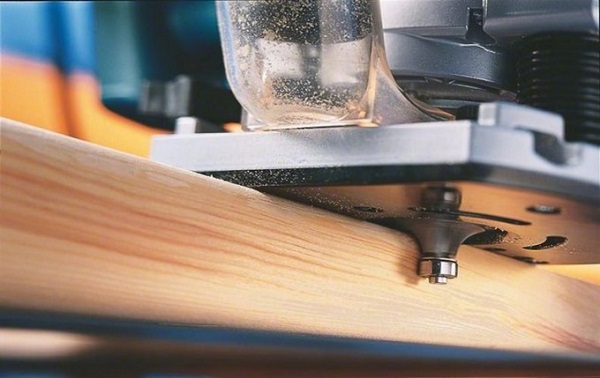
- Hvis møllen har et lavere tryklager, ligger skabelonen under emnet og begge dele presses på arbejdsbordet med klemmer. Omvendt er skabelonen fastgjort på emnet med det øverste leje på snap.
- I tilfælde af med nedre leje Placer bittet på kanten af emnet og sænk skæreren, således at tryklageren ligger i midten af skabelonfladen, og den nederste del af knivene strækker sig ca. 2-3 mm på skabelonen. Til fræsere med øvre leje Alt er gjort omvendt: Møllens ansigt er placeret på den skabelon, under hvilken emnet er lagt. Fræseren sænkes, indtil lejet når midten af skabelonen, og den øverste del af knivene vil ikke fange den med 2-3 mm.
- Endvidere er det lidt spændte emne justeret med skabelonen (en gummimaler kan anvendes) ved den tidligere påførte mærkning.
- Efter udjævning skal du trykke på delene med klemmer på arbejdsbordet. Hvis du holder dem løst, kan de skifte på grund af stærke vibrationer, når værktøjet virker.
- Placer routerbiten på emnet (skabelonen) uden at berøre detaljerne på møllen, tænd for enheden og vent til den når fuld hastighed;
- Flyt kutteren glat til begyndelsen af emnet, så værktøjet vil skære ind i det og lægge lejet på skabelonen og derefter skære langs hele kanten.
Til behandling af enderne af emnerne kan du bruge konventionelle nedsænkelige (lodrette) fræsemaskiner. Hvis det er nødvendigt at fjerne PVC overhæng, hvis tykkelse kan nå op til 4 mm, vil det være mere bekvemt at arbejde med en kantfræsemaskine, da den har kompakte dimensioner og let vægt.

Figured Face Mills hovedsagelig anvendt til behandling af træprodukter og MDF. I dette tilfælde er emnet først givet en vis form ved hjælp af en lige fræser. Derefter indsættes et værktøj med den krævede figurprofil i kolletten, og kanterne bliver maskinskrevet på den sædvanlige måde. Kun som skabelon eller vejledning til lejet betjenes den justerede kant af delen.

Ved fræsning af trædele skal træfibrens retning overvejes.. Hvis du ikke gør dette, vil chippen ske i hjørnerne af emnerne eller ved de punkter, hvor de langsgående fibre bliver til ende ved forarbejdning, for eksempel buede dele. For at undgå afskårning skal du kritisere "problem" stederne på emnet (Figur A). Hvis du går gennem disse sektioner af kutteren på den sædvanlige måde (mod pilen), så vil det oftest forårsage dannelse af chips. Derfor bliver værktøjet op til pilen, op til "problem" zoner, og ved fiberovergangspunkterne vender retningen tilbage (figur C).

Samme regel gælder for behandling af hjørner af træemner. For det første skal kutteren passere langs fibrene langs pilen (gennem hjørnet), hvorefter vendingen fortsætter på den sædvanlige måde.
Hvis der udføres fræsning af MDF-facader (før plastpasta) eller andre produkter fra dette materiale, skal du ikke bekymre dig om chipping, da materialet har en ensartet struktur.
Hulskæring
Til skæring af huller i træblanker kan du bruge lige groove cutter. Hvis hullet har en kompleks form, skæres den af en router i henhold til en skabelon, der er udarbejdet på forhånd ved hjælp af en kopiering. Sidstnævnte er fastgjort til møllefladen, og når enheden er i brug, sættes værktøjets bevægelse i den ønskede retning.
Så, for at skære et hul i et træemne, skal du udføre følgende handlinger:
- Fastgør en lige sporskærer i enhedens kollet;
- Vedhæft en kopimuffe til routerbiten
- læg arbejdsstykket på arbejdsstykket, hvor du vil lave et hul
- læg små stykker spånplader under emnet for at hæve det lidt over bordet (dette er nødvendigt for at forlade værktøjet, når det skæres gennem delen);
- læg skabelonen med det allerede forberedte hul på emnet og tryk begge dele på bordet med klemmer;
- Indstil minimumsniveauet af cutter rækkevidde (ca. 3 mm) i forhold til enhedens bund
- tænder routeren og forsigtigt sænk den på skabelonen, så routeren forsigtigt indsættes i materialet;
- udføre fræsning rundt om skabelonets omkreds
- sænk fræseren yderligere 3 mm og gentag ovenstående operation;
- Fortsæt med at tilføje 3 mm dybde, indtil møllen passerer emnet igennem.

På samme måde som du kan skære et rundt hul i henhold til det passende mønster. Men for at skære en cirkel i emnet er der en måde meget lettere. Pakken med de fleste modeller af fræsere indeholder allerede den cirkulære indretning. Den består af en bar med en justerbar (spids) skrue på den ene side.

Stangen er fastgjort til bunden af enheden, og den spidse skrue indsættes i hullet, der tjener som centrum for den fremtidige cirkel.Dernæst skal du indstille den ønskede radius under hensyntagen til kutterens diameter. Den følgende figur viser, hvordan du beregner hulradiusen korrekt.
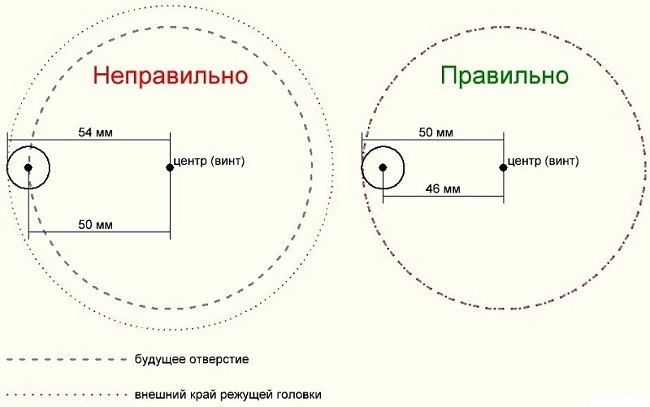
Fræsning udføres på den sædvanlige måde i flere faser, hver gang værktøjet fordybes med 3 mm.
Også mølle kan bores huller, for eksempel, til installation af møbler hængsler. Dette gøres som følger.
- Klem i maskinens klinge Forstner bor krævet diameter.
- Indstil mindste spindelhastighed.
- Placer routeren på en plan overflade.
- Sænk klipperen, så spidsen i midten ikke når bordfladen på 2-3 mm, og fastgør drevet på styrene.
- Dernæst sænk dybdestoppet til et hvilket som helst trin på tårnstoppet og fastgør det med låseskruen. Takket være dybbegrænseren kan fræseren ikke falde under det krævede niveau.
- Lås op for drevet, så det kan bevæge sig frit op og ned langs styrene.
- På emnet skal være midten af det fremtidige hul.
- Placer routerbiten på emnet og sænk møllen på en sådan måde, at spidsen i dens centrum præcist rammer det påtænkte sted på den del.
- Løft skæreren lidt over emnet, tænd for apparatet, og efter et sæt fulde drejninger begynder du let at fordybe værktøjet i materialet, indtil dybdestoppet når stop. Ved denne boring kan betragtes som afsluttet.
Før du borer på emnet, skal du gøre den samme operation på noget unødigt stykke træ eller lamineret spånplader af lignende tykkelse.
Det er vigtigt, at dette blinde hul har den nødvendige dybde, der er tilstrækkelig til at installere møbelhængekopperne i den, mens der ikke skal være nogen fremspring og gennemgående huller på bagsiden af delen.
Hvis du skal gøre det gennem hulletså er dybbegrænseren ikke nødvendig. For en "ren" udskæring på bagsiden af emnet skal boringen udføres i 2 trin. I første fase er bægerboringen nedsænket i emnet, indtil et lille hul fra spidsen dannes på bagsiden. Arbejdsstykket er desuden vendt om, borens spids er installeret i det resulterende hul, og yderligere boring udføres. Således kan kanten af hullet på begge sider af billeten være glat og uden chipping.
Indsæt låse og hængsler
Til indføring af hængsler og låse i en trædør er der udviklet en række specielle indretninger, hvor der er monteret en nedsænket fræser.

Disse enheder er ret dyre, så mesterne forsøger at gøre dem med egne hænder. For eksempel slår indløbet fræsekutter uden en skabelon - en ret besværlig ting. Men denne proces er væsentligt forenklet, hvis du laver en speciel simpel skabelon. Sådan gør du dette, du kan lære af dette video.
Indlåsninger i indvendige døre foregår i 2 faser: For det første dannes en bred rille under låseens frontplade, hvorefter der vælges en dyb rille under låsekroppen. For at danne låsekroppens sæde skal du udføre følgende trin.
- Tag en lige groove cutter med en diameter på 0,5 mm større end låsens lath.
- Juster dybdedybden til ca. 3 mm (afhængig af pladetykkelsen).
- Sæt et parallelt stop i bunden af maskinen.
- Fastgør låsepladen til enden af dørbladet og cirkuler det med en blyant. Find midten af døren og træk en linje gennem den (langs nettet).
- Installer routeren med vægt på dørens ende og centrer routeren i overensstemmelse med markeringen, og fastgør derefter understøtningen i denne position.
- Tænd for enheden, sænk kutteren i dørbladet til den indstillede dybde og skær området over hele længden. Resultatet vil være en bred og lav grove under låsens frontplade.
- Vedhæftning af låsen til den resulterende rille markerer hvor begyndelsen og slutningen af dybsporet vil være.
- Dernæst skal du vælge en kutter (lige rille) med en sådan diameter, at den var lidt større end tykkelsen af låsekroppens krop. Også skaftet skal have tilstrækkelig længde, således at denne fræser kan gøre en rille 2-3 mm dyb mere end låsekroppens højde.
- Klem værktøjet på redskabsrammen.
- Sæt på apparatet den maksimale dybdedybde på snappen, der er tilstrækkelig til at indsætte låsekroppen. Dette gøres ved hjælp af dybdejusteringen.
- Tænd enheden og bor til den fulde dybdestilling i begyndelsen af markeringen. Gentag boringen langs hele længden af dette afsnit, og placer hullerne så tæt som muligt på hinanden.

- Når hele området er blevet udarbejdet, skal du hæve kniven lidt, så værktøjets knive øverst kommer ud af sporet lidt (1-2 mm) og udføre fræsning ved at flytte enheden frem og tilbage. Efter flere passerer kan skæreren uddybes og igen udføre ovennævnte operation. Som følge heraf får du en dyb rille med en flad bund og glatte vægge.


Prøveudtagning af riller og kvartaler
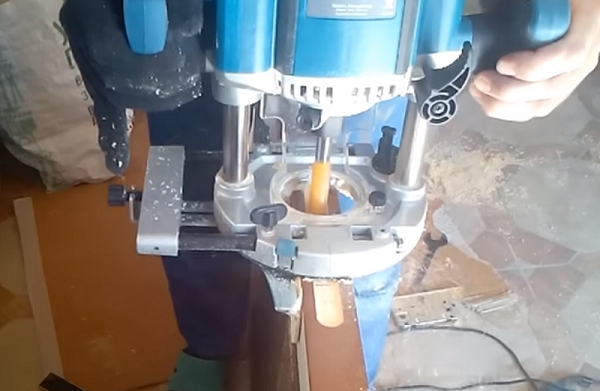
For at vælge sporet på emnet eller dens kant (ende) kan du bruge et parallelt stop som ved dørlåse. Men du kan lave en speciel enhed, der letter processen, hvis du vil vælge sporene i et stort antal identiske dele fra træet. Hvordan ser det ud slotting værktøjvist i det følgende billede.
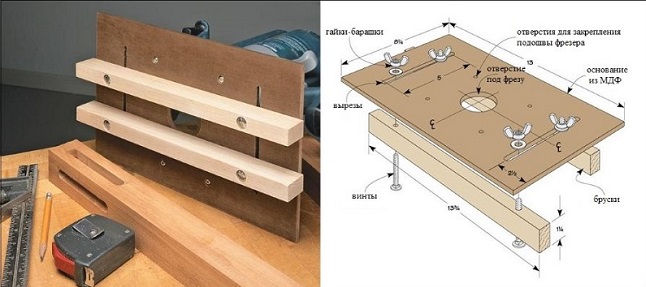
Denne enhed er konfigureret simpelthen:
- Enheden er installeret på platformens armaturer;
- hele strukturen er overlejret på emnet;
- Ved hjælp af parallelle styringer er en lige notskærer centreret i forhold til markeringen på emnet;
- Efter justering af værktøjets dybde (normalt kræver flere passeringer), er der lavet riller.
For at vælge et kvart i et træemne, brug sporskærer med leje.

Arbejdets kant (ende) tjener som en vejledning til værktøj. Værktøjet er fastspændt i redskabsholderen, hvorefter nedsænkningshøjden er indstillet, og en kvart samples på den sædvanlige måde.

Kvartalsvalg er ikke den eneste funktion af denne snap. Med den kan du vælge en rille langs kanten af emnet og lav en rillet bord. Dybden af rillen er reguleret ved at ændre tryklagrene af forskellige diametre.

Til fremstilling af rillede brædder i store mængder vil det være nødvendigt at fastgøre routeren til bordet.
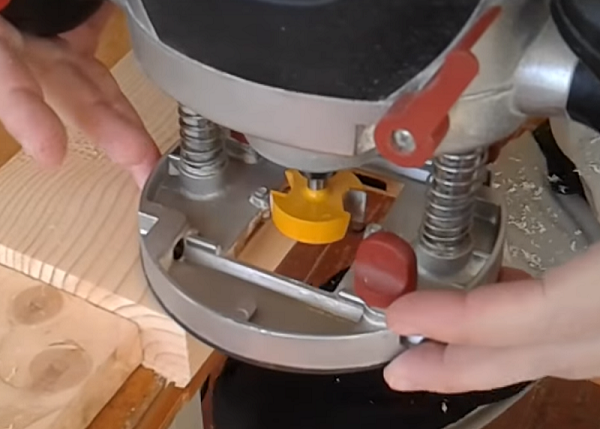
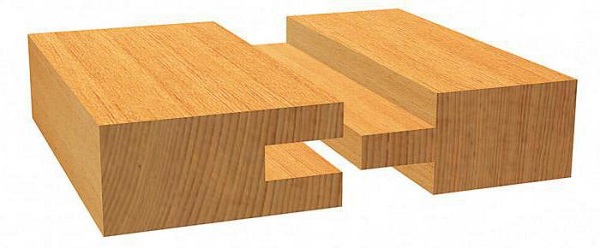
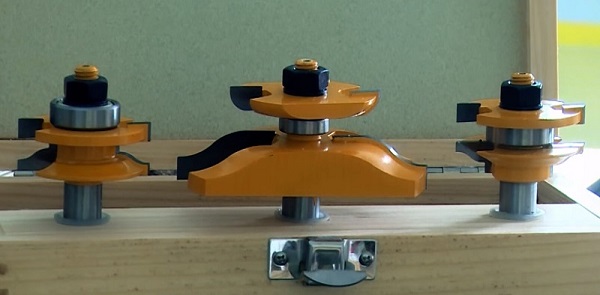
Tornspor og svalehaleforbindelse
For at skabe en torn-groove-forbindelse er der mange komplekse værktøjer. Men hvis produktionen af træprodukter ikke sættes i gang, kan torn-grooveforbindelsen ved hjælp af en håndmølle fremstilles på en simpel måde.
- Den del, som spidsen skal skæres på, skal have en færdig størrelse. Når du laver markeringen, skal du tilføje længden af spidsen til længden af delen. For benene på borde og stole vil der for eksempel være nok en tornlængde på 30-40 mm og til døre - 55-70 mm. Brug firkanten til at gøre en markering på kanten af emnet.
- Tag en hacksav og lav små stykker (dette vil være spidsens skuldre).

- Forbered cutter "tønde"Og fastgør det i enhedens collet. Med sin hjælp spike forbindelse vil blive oprettet.
- Fastgør arbejdsstykket på arbejdsbordet, og vinkelret på det fastgør den anden del af samme tykkelse (tjener som støtte til møllens bit).

- Dernæst skal du indstille afskæringshastigheden i forhold til enhedens side. Hvis spidsen er placeret nøjagtigt i midten af emnet, skal værktøjets overhæng være sådan, at efter at have drejet delen og den anden passage, får du spids tykkelsen svarende til rillens bredde. Bredden af rillen afhænger igen af diameteren af rilleskæreren. Det er af denne størrelse, at beregningen af hele forbindelsen skal begynde.
- Når du først har besluttet dig for dybden af værktøjet og indstillet begrænseren, kan du begynde at prøve spidsen.Tænd for enheden og begynd at fræse emnet, men i trin neddyver du i materialet med 3 mm hver gang.
- Når den ønskede dybde er nået, skal du stoppe maskinen og dreje om arbejdsstykket.
- Fortsæt spikeprøveudtagning ved hjælp af den ovenfor beskrevne fremgangsmåde. Som et resultat vil du få rektangulær torn. Men da sporet vil have en afrunding ved kanterne fra kniven, så skal du i spidsen skære hjørner. Dette kan gøres med en kniv eller på en slibemaskine.
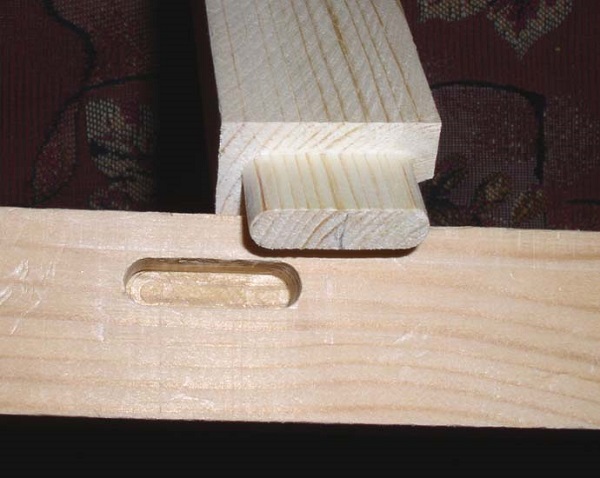
Hvordan sporet er valgt er blevet diskuteret i detaljer ovenfor. Hvis du vil lave en tornspor langs hele længden eller bredden af emnet, så behøver du ikke at runde hjørnerne af spidsen.
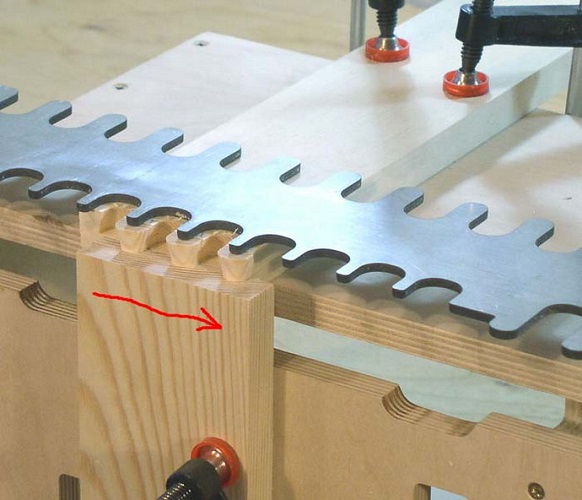
For at lave en spikes svalehale skal du bruge en speciel enhed.

På møllen er installeret grooving cutter "svalehale" hale, og også kopimuffen har sider for den bedste positionering i slots af en skabelon.

Efter fastspænding af skabelonen og emnet fræses i henhold til de generelle regler.
Tungen og rilleforbindelsen bruges også. i fremstillingen af foring. Bare for at lave foringen skal du have et sæt 2 kuttere. En fræser vælger en rille på kanten af delen, og den anden - gør en spids.

at lav en fil, hvis kant er en spids, og skåret en rille i facaderammen, skal du også bruge et sæt fræsere.

Metal arbejde
Metalfræsning med en manuel fræsning udføres i meget sjældne tilfælde, da dette værktøj ikke er beregnet til disse formål. Nogle gange er det brugt til stripning svejsninger eller rezsenkovki huller. Det er også tilladt at arbejde med dette værktøj til behandling af produkter af aluminium, kobber, bronze og messing (til valg af riller). Der er monteret en karbidskærer i enheden, og delen er formalet på den sædvanlige måde.
På samme tid på enheden skal du indstille minimale spindelhastighed, og dybden af udstyret til et pass skal være 0,5-1 mm.
Nogle gange bruges en håndmølle til at grave mønstre på fly af ikke-jernholdige metaller. I dette tilfælde anvendes de samme skabeloner og armaturer som til træbearbejdning, kun specialværktøjer fastspændes i den bitre hylde. graveringsskærere.

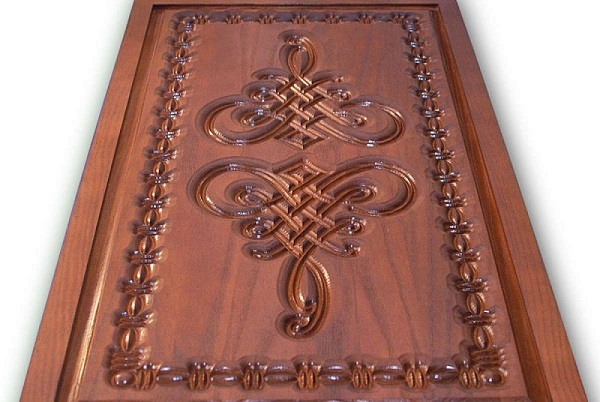
Figurer carving og håndværk
Normalt til formet træ udskæring bruge grooving filet og mortise straight cutters. Træ udskæring håndfræsning er som følger:
- installer en fræseskærer af lille diameter i enheden;
- anbring et mønster på emnet (du kan bruge en stencil);

- cirkel mønsteret med en sort markør (ikke alkohol);

- passere langs de trukkede linjer med en filetmølle, hvorved inddypningsdybden er 3-4 mm;

- Dernæst skal du skifte filetskærer til en lige groove cutter og vælge hele indersiden af mønsteret;

- Efter fræsning skal det resulterende mønster slibes med sandpapir og lakeret.

På samme måde er det gjort volumetrisk figur udskæring på træet. Kun møllen vælges ikke af mønsteret, men af baggrunden omkring det. Efterbehandling ornament er allerede en boremaskine eller mini-boremaskine (gravering).

Også ved hjælp af en fræsning udføres ikke kun overflade træskæring, men også åbent arbejde gennem stansning, tynde møbelplader, MDF-plader. Den følgende figur viser et slidsemønster lavet af en router på krydsfiner.

Forarbejdning af krydsfiner er lavet med almindelige fræsere til træ.
Da krydsfiner indeholder en vis mængde klæbemiddelsammensætning, skal udstyret rengøres af klæbende klæbende klæbemidler, oftere end ved behandling af træ.
Ved hjælp af ovenstående teknikker kan du skære krøllede elementer til lysthus, køkkenfronter, landemøbler mv.

Forskellige figurer kan dekoreres med udskåret træ træ håndværk. For eksempel gør kasketter, backgammon, tegn til forskellige institutioner.


Fraser gælder også hvis det kræves lave balusteredekoreret med snoet eller lige tråd.Til fræsning af lige slots skal du bruge en speciel enhed, der er let at gøre med dine egne hænder.


Processen med fræsning af balustere er som følger.
- Filet rillemølle med lejet er installeret i enheden.
- Således at emnet ikke roterer, er det fastgjort med en skrue. Han skal komme ind i en af hullerne på disken med baluster fastgjort til den.
- Endvidere sænkes værktøjet således, at tryklageren er til venstre eller højre for emnet og lige under dets center. Men skæreren skal være lige i midten af delen.
- Efter at værktøjet er anbragt, tændes enheden, og der fremstilles en afrundet rille (lejet fører værktøjet og gentager alle former for baluster).
- I det næste trin trækkes routeren tilbage til siden, fastgørelsesskruen frigives, og disken roteres, så fixeren rammer det næste hul.
- Efter fastgørelse af emnet igen er en langsgående samplingspor. Efter hver passage af kutteren er det nødvendigt at rotere emnet med 1 trin.
Følgende billede viser balustre med langsgående riller.

Til fremstilling snoet balustre har brug for mere kompleks tilpasning.

Twisted mønster opnås ved at dreje emnet under bevægelse af cutter på den. Rotationen af emnet og bevægelsen af routeren på denne maskine er synkroniseret.
/rating_off.png)











